Metal forging is a manufacturing process that involves shaping metal using localized compressive forces. It's a method that's been around for thousands of years and is still widely used today due to its effectiveness in producing strong and durable metal components. Here's an overview of the metal forging process:
Metal forging offers several advantages over other manufacturing processes, including increased strength and durability, improved mechanical properties, better surface finish, and the ability to produce complex shapes with high precision. It's used in various industries, including automotive, aerospace, construction, and manufacturing, to produce components ranging from small bolts to large machinery parts.
Gravity die casting is a versatile manufacturing process suitable for producing a wide range of metal components used in various industries such as automotive, aerospace, and consumer goods. Here's how the gravity die casting process typically works:

Simulates the forging process in advance, eliminating multiple trials and achieving high quality at the first time.
Read More
The process begins with selecting the appropriate metal alloy for the desired application. Common metals used in forging include steel, aluminum, titanium, and copper alloys.
Read More
The metal is heated to a temperature where it becomes malleable but not melted completely. This temperature varies depending on the type of metal and its composition. Heating can be done using various methods such as induction heating, gas furnaces, or electric furnaces.
Read More
Once heated to the desired temperature, the metal is placed on a die and subjected to compressive forces. There are different forging methods, including:
Read More
The metal is shaped between flat dies without confinement. It's often used for simpler shapes or as an intermediate step before further processing.
Read More
The metal is placed within dies that contain cavities matching the desired shape of the final product. The dies are then brought together to compress and shape the metal.
Read More
Similar to closed die forging, but with more intricate cavities and shapes in the dies, allowing for more complex parts.
Read More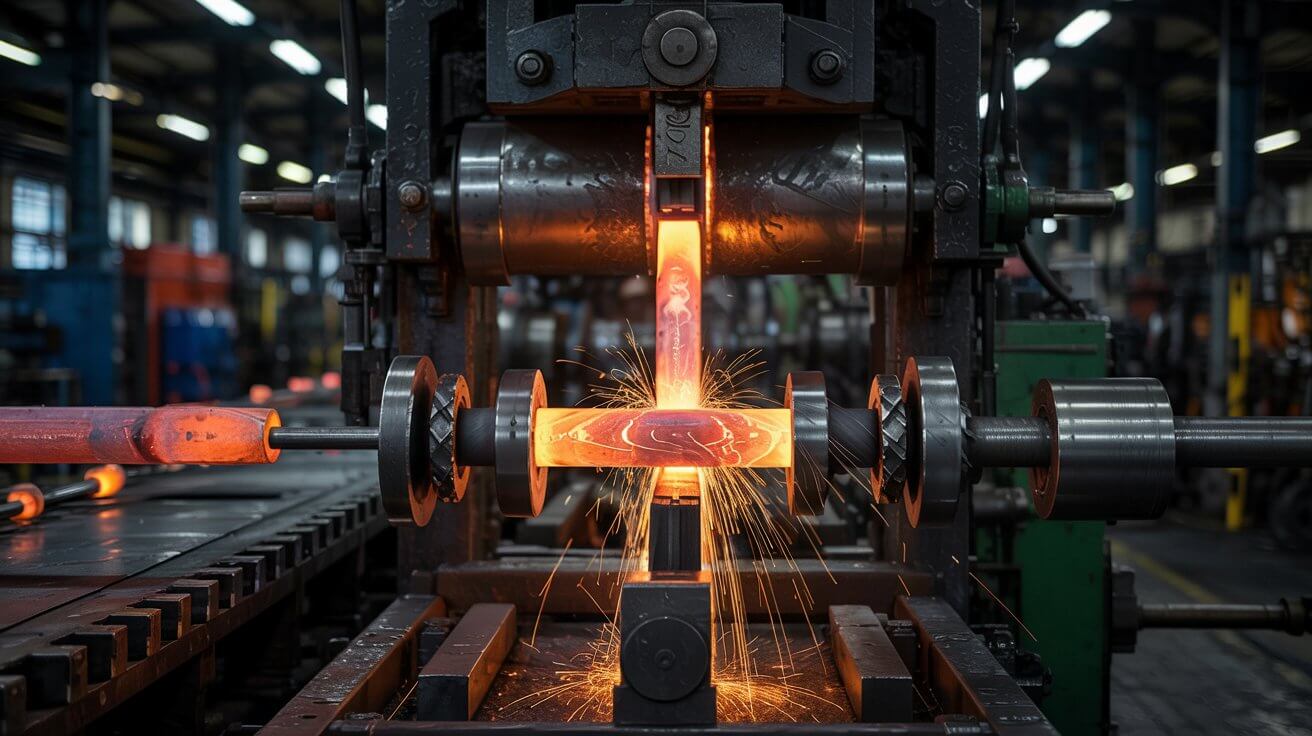
The metal is passed between two rotating rolls to deform it into the desired shape.
Read More
After the metal is formed, it is allowed to cool either naturally or through controlled cooling methods. Proper cooling is crucial for achieving the desired mechanical properties in the final product.
Read More
The forged metal part may undergo additional processes such as trimming, machining, heat treatment, surface treatment (e.g., polishing, coating), and inspection to meet the required specifications and quality standards.
Read MoreRajhans makes tools from alloys of iron containing 0.25-2.5% carbon with substantial amounts of chromium, molybdenum, tungsten, vanadium, cobalt, and to a lesser extent nickel to achieve the desired combination of hardenability, hardness, toughness, and wear resistance.
The 400-series group of stainless steels contain 11-27% chromium, up to about 1% carbon, and 2.5% nickel maximum. The grades of stainless steel castings Rajhans most often produces respond to heat treatment and can be supplied with a predominantly martensitic microstructure in a wide range of strength and hardness.
Aluminum alloys possess a unique combination of mechanical properties and corrosion resistance. These alloys are roughly one-third as dense as steel with higher strength to weight ratios.
Carbon and low alloy steels are the workhorses of the mechanical world. No other class of materials offers as wide a range of mechanical properties as economically.
Cobalt based alloys are very corrosion and heat resistant due, in large part, to the unique properties of cobalt. The alloys produced at Rajhans are generally for heat resistance and/or wear resistance and therefore contain large amounts of carbon, chromium, and carbide formers like tungsten.
Consisting primarily of nickel, chromium, and molybdenum, smaller additions of other alloying elements are used to create alloys with very high corrosion resistance while other elements would be used to create alloys with very high hot strength.
Thermal expansion alloys, such as Invar and Kovar, are made up of an iron-nickel base and are known for their low coefficient of thermal expansion (CTE). Iron and nickel have very similar CTE, however with these alloys, thermal expansion is affected by the addition of nickel to iron.
The 300-series group of stainless steels contain 16-30% chromium and from 6-35% nickel. Depending on the composition, the microstructure is predominantly or wholly austenitic and thus unresponsive to heat treatment.
By definition, a prototype is the first, preliminary model that allows design engineers the ability to quickly and efficiently explore their designs, test their performance, and craft even better components. After all, production components will be modeled and copied from this initial part.
When the prototype is the building block essential to the success of a project, don’t be forced to choose a prototyping supplier based on time and cost. So much can be learned from a prototype’s function, the need for a quality prototype is critical. When designing metal components, an exact replica of your final part is the best prototype you can get.
Crunch time may mean different things for different projects, but one thing’s for sure, nobody wants unforeseen surprises.
Stopping to prototype your design, evaluate its feasibility, and ensure its productivity might be critical to your product’s ultimate success. But at this stage of a product’s lifecycle, timing is essential. A delay of weeks can result in lower sales and lost market share.
Our in-house rapid prototyping can significantly accelerate your time-to-market. We simulate production using the specific process and our proprietary wax to deliver the most accurate results at a fraction of the time it takes other investment casting companies.
When it comes to developing your ideas, we’ve got the most effective prototyping options for your component—not to mention the in-house prototyping experts to help you choose the right one for the job. Our prototyping capabilities include:
Rajhans does not have a minimum order quantity for prototypes. So whether you need one or one hundred, our team can provide a consistent supply of production-like components.
Best of all, we can create prototypes in as little as five days. Our average tooling lead time is three to five days. Lead times can vary based on complexity of the part and overall project needs.
We know that finding a supplier who can constantly and consistently supply prototypes can make or break your business. Investment cast prototyping is efficient in the overall cost and time of the project. The best thing is, you do not have to compromise quality for time or cost. Our in-house team of knowledgeable engineers are constantly thinking outside of the box to ensure our customer’s designs become a successful reality. Let us help you succeed.
